Scaled Fabrication Models
In our paper Designing 3D-printed concrete structures with scaled fabrication models (1), we introduced the application of scaled fabrication models. A scaled fabrication model (SFM) is a scaled model 3D-printed the same way as in actual construction to reflect its fabrication details and acquire alike layer line textures. The components of a 1:10 SFM can be easily produced by consumer-level desktop 3D printers with minimal modification. SFMs assist the design communication and make possible quick tests of distinct fabrication designs that are hard to assess in digital modeling during the conceptual design phase.
- Y. Zhi, T. Teng, and M. Akbarzadeh, “Designing 3D-printed concrete structures with scaled fabrication models,” Architectural Intelligence, vol. 3, no. 1, 2024.
Cross-scale printing
The application of SFM is based on the observation that material extrusion behave similarly across scales. In a study of our 3D-printed, post-tensioned concrete canopy project, we summarizes the verification of the construction-scale printing scheme using SFMs across scales and materials.
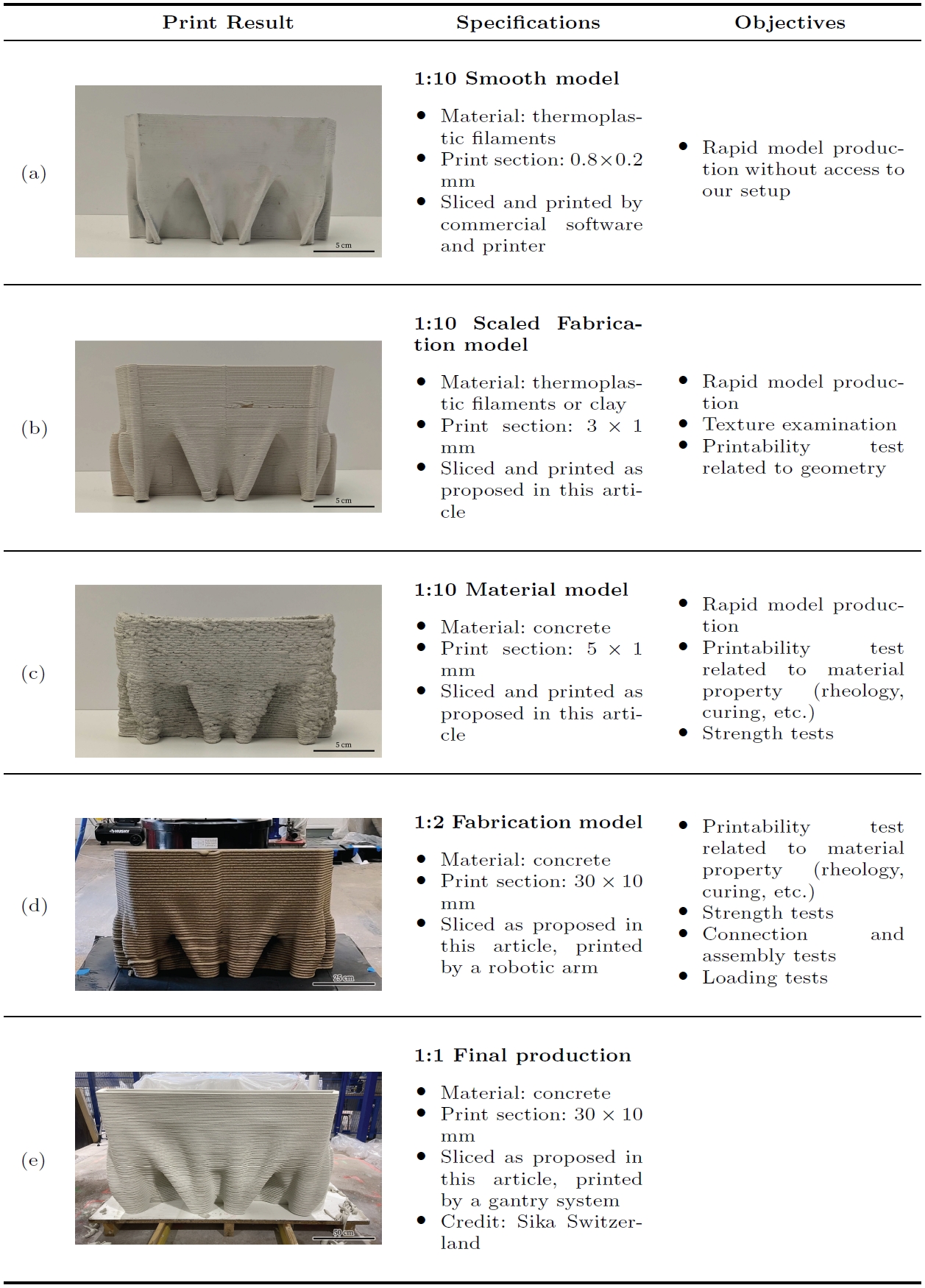
A similar geometry printed in different materials and scales. (1)
- Image adapted from: Y. Zhi, T. Teng, and M. Akbarzadeh, “Designing 3D-printed concrete structures with scaled fabrication models,” Architectural Intelligence, vol. 3, no. 1, 2024.

Parts of the canopy printed as a SFM, showing layer lines and conduits for post-tensioning.

The complete canopy as a SFM (1:10 scale, 1 m span).
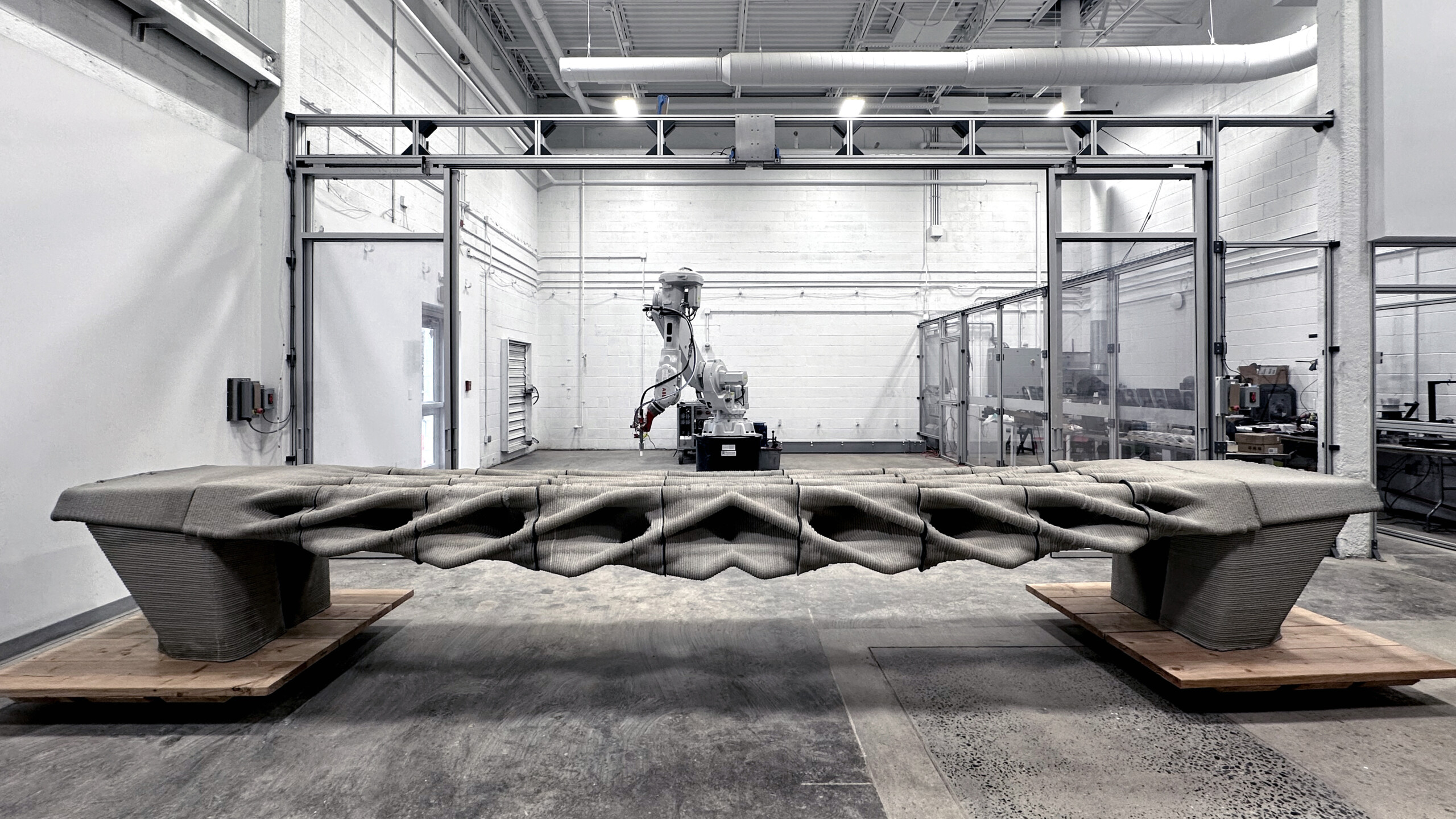
The complete half scale canopy (5 m span).
Design with scaled fabrication models
In Ovenbird, to utilize SFMs, we suggest modeling and slicing in construction scale, optimize the 
Toolpath, and lastly 
Scale Toolpath before generating the 
Continuous Toolpath. For more information, read Transformations.
Limitations
SFM serves as an intermediate tool from geometry-centered design to fabrication-oriented design. It contributes to the conceptual design phase by outlining the limits of 3D-printed concrete structures. Once a design has been validated using the SFM method, it is anticipated that full-scale tests will experience fewer errors. However, we acknowledge the following limitations of the method:
-
The rheology of different extrusion materials might not match. Therefore the maximal printable overhang may vary.
-
Gantry-style desktop printers has only 3 degrees of freedom and might not perform nozzle orientation as in a robotic setup. This would undermine the surface quality of non-parallel layers, including the top face.
-
Polymer extrusion is typically incompatible with long nozzles to avoid collision. The continuous printing scheme would thus require more start and stops and cause more seam/stringing defects.
-
Aspects related to the construction such as the lifting of the components and assembly errors might not be fully captured in the SFM stage.